Porovnanie SLS a MJF
SLS (selective laser sintering) alebo MJF (Multijet fusion)? Ktorú technológiu si vybrať, aký je medzi nimi rozdiel, aké sú výhody? Tieto otázky dostávame často od našich klientov.
V rámci laickej verejnosti obidve technológie nie sú tak známe a rozšírené ako FFF / FDM. Je to aj z dôvodu náročnejšej manipulácie, vyššých nárokov na priestor, ako aj obstarávacej ceny zariadení. S určitosťou však vieme povedať, že v priemyselenej výrobe sú SLS a MJF obľúbené, dobré známe a ich popularita exponencionálne rastie. Okrem tradične rôznych prípravkov vo výrobe a automatizácii, sa osvedčili aj pri malosériovej výrobe. Stali sa súčasťou modernej výroby.
Čo majú spoločné


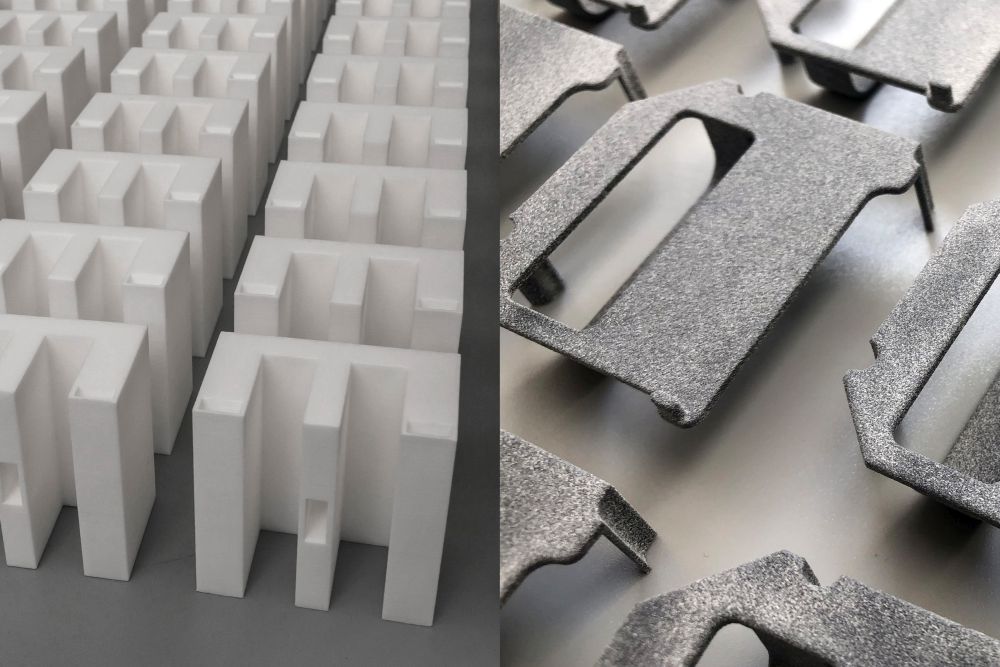
Ukážka MJF technnológie

Ukážka SLS technnológie

V čom sa odlišujú
Hlavným rozdielom technológií je zdroj tepla na spekanie častíc prachu, z čoho priamo vyplývajú aj ďalšie vlastnosti.
|
SLS
|
MJF
|
|
|
Technológia
|
Selective laser sintering bola vyvinutá ešte v druhej polovici 80tych rokov v USA. Momentálne je väčšina patentov expirovaných, čo umožnilo jej rozvoj a vstup nových značiek. Kvalita výtlačkov pri jednotlivých tlačiarňach sa môže líšiť.
Tlačová komora je najprv vyhriata na teplotu blízku bodu topenia materiálu. Následne je prach vrstvy spekaný laserom.
|
Multijet fusion je patentovaniou technológiou HP a ich hlavnými tlačiarňami sú Jet Fusion 4200 a 5200. Obidve majú tlačový objem 380 x 284 x 380 mm a odlišujú sa hlavne rýchloťou tlače.
Podobne ako pri SLS je celá tlačová komora najprv vyhriata na teplotu blízku bodu topenia materiálu. Pomocou tlačovej hlavy je do prachu nanášaný atrament ako pri 2D tlači, ktorý absorbuje energiu infračerveného svetla a takto vytvorené teplo sinteruje materiál dokopy.
|
|
Materiály
|
Keďže sa jedná o staršiu technológiu, je na výber aj viacej materiálov od rôznych výrobcov. Buď ich ponúkajú samotní výrobcovia tlačiarní alebo sú firmy zamerané iba čisto na výrobu materiálov. Najrozšírenejším materiálom je PA12, sú však k dispozícii aj iné materiály ako PA11, PA6, TPU, PEEK, PP. Rôzne kompozity ako PA12 so sklenými, hliníkovými alebo karbónovými čaťicami.
Materiál PA12 je v základnej bielej farbe, čo umožňuje kolorovanie-napúšťanie aj na iné farby.
|
HP, aj keď je jediným výrobcom tlačiarní technológie MJF je otvorený materiálom od externých výrobcov a nechce sa venovať vývoju vlastných materiálov. Má zabezpečenú spoluprácu s takými značkami ako BASF alebo Evonik, ktorí garantujú kvalitu. Momentálne dostupné materiály sú PA12, PA11, PA12 so sklennými častičami, TPU a PP.
Pri produkčných modeloch tlačiarní 4200 a 5200 je do materiálu nanášaný atrament čiernej farby, čo spôsobuje pri spojení s bielym prachom, že výtlačky sú sivé. Tým pádom ich je možné kolorovať len na čiernu farbu.
|
|
Presnosť tlače
|
Z-os — 0.1 mm
|
Z-os — 0.08 mm
|
|
Rýchlosť tlače / cena
|
Rýchlosť tlače závisí veľmi od naplnenosti tlačovej komory. Laser musí jednotlivé vrstvy vykreslovať postupne. To je výhoda napríklad pri 1ks alebo menšej sérii ale pri väčšom objeme môže byť doba tlače dlhšia ako pri MJF, čo zvyšuje aj cenu.
|
Rýchlosť tlače je rovnaká bez ohľadu na to ako veľmi je naplnený tlačový objem. Čas tlače jednej vrstvy je konštatný a trvá 6 sekúnd. To je výhoda hlavne pri veľkých objemoch a sériovej výrobe, kedy je čas kratší ako pri SLS a tým pádom aj cena by mala byť nižišia.
|
Porovnanie mechanických vlastností PA12
PA12 je najrozšírejenším materiálom pre SLS aj MJF. Výsledné mechanické vlastnosti výtlačkov sú veľmi podobné a vo väčšine prípadov nie je poznať rozdieľ. Dalo by sa však povedať, že PA12 spracovaný MJF má o niečo lepšiu pružnosť a odolnosť. V tabuľke nájdete informácie deklarované výrobcom. Skúšky prebiehali podľa dvoch rozdielnych metód, preto výsledky meraní nie sú úplne porovnateľné.
|
Značka
|
EOS | HP |
|
Tlačový objem
|
650 x 320 x 560 mm
|
380 x 284 x 380 mm
|
|
Pevnosť v ťahu (Tensile strength)
|
XY: 48 MPa Z: 48 MPa (ISO 527)
|
XY: 48 MPa Z: 48 MPa (ASTM D638)
|
|
Modul pevnosti (Tensile modulus)
|
XY: 1650 MPa Z: 1650 MPa (ISO 527)
|
XY: 1700 MPa Z: 1800 MPa (ASTM D638)
|
|
Modul pružnosti (Flexural modulus)
|
XY: 1500 MPa Z: 1500 MPa (ISO 527)
|
XY: 1730 MPa Z: 1730 MPa (ASTM D638)
|
|
Predĺženie pri pretrhnutí (Elongation at brake)
|
XY: 18% Z: 4% (ISO 527)
|
XY: 20% MPa Z: 15% MPa (ASTM D638)
|
Cieľom článku nie je zvýhodniť ani jednu z technológií alebo motivovať k nákupu niektorej z technológií. Pri porovnávaní boli zvolené základné a najvhodnejšie parametre, pri použití čerstvého materiálu. Kvalita prachu a zaobchádzanie s nim je dôležitou súčasťou obidvoch technológií a môže veľmi ovplyniť výsledné vlastnoti výtlačkov.
Ukážka realizácie MJF a realizácie SLS
Kam ďalej? Optimalizujte s nami svoje návrhy pre aditívnu výrobu