Comparison of SLS and MJF
SLS (selective laser sintering) or MJF (Multijet fusion)? What technology to choose, what is the difference between them, what are the benefits? We often receive these questions from our clients.
Both technologies are not as well known and widespread as FFF / FDM. The main reasons are higher space requirements and the purchase price of the printer. However, we can say with certainty that in industrial production SLS and MJF are popular, well-known and their popularity is growing exponentially. Traditionally they are used in production and automation, but they are getting more and more in small series production.
What have they in common


In both cases, it is a powder bed fusion technology (PBF). Small powder particles are fused / sintered (powdr particles have a size of 30-60 μm) by heat.
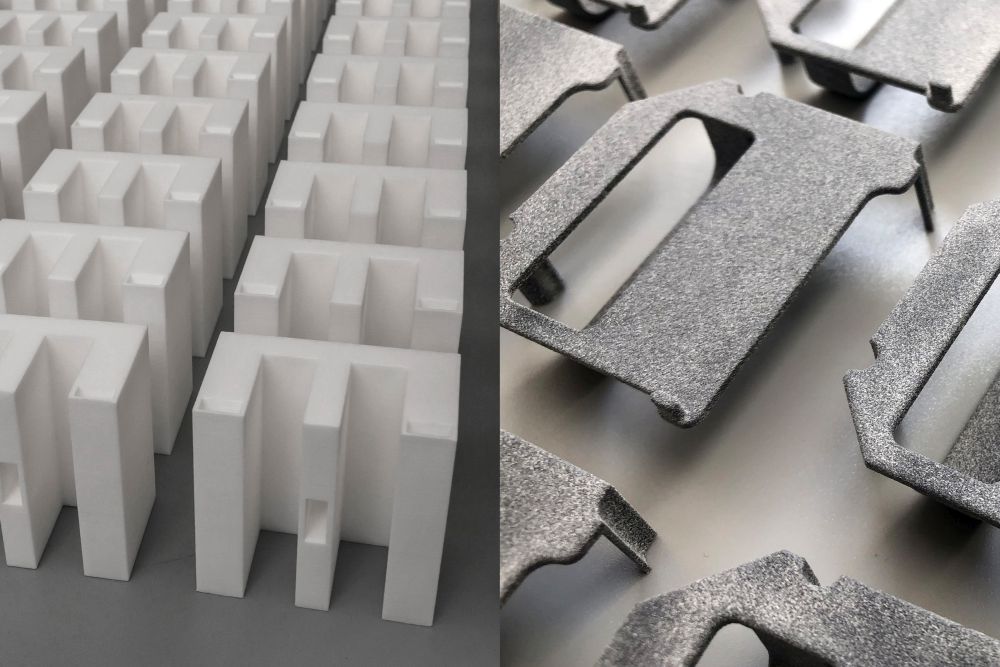
MJF Technology

SLS Technology

What is the difference
The main difference between the technologies is the source of heat source for sintering powder. This directly affects the mechanical properties of prints.
|
SLS
|
MJF
|
|
|
Technology
|
Selective laser sintering was developed in the second half of the 1980s in the USA. Currently, most of the patents expired, this allows the growth of the technology and entering new companies. Print quality may vary from printer to printer.
The build volume is heated up close to the melting point of the material and after that is used the laser to sinter powder surface.
|
Multijet fusion is a patented technology of the company HP and their workhorses are printers 4200 and 5200. Both have a build volume of 380 x 284 x 380 mm and the key difference is the printing speed.
Likewise using SLS technology, the entire build volume is heated up close to the melting point of the material. Then the print head jets a fusing agent in one pass onto the powder surface in the shape of the two-dimensional layer. Next, infrared lamps heat and fuse the powder. Then, the next layer of powder material is deposited.
|
|
Materials
|
As this is an older technology, there are several materials and different manufacturers you can choose from. Materials are either offered by the printer manufacturers themselves or there are companies exclusively focused on the production of materials. The most common material is PA12, but other materials such as PA11, PA6, TPU, PEEK, PP are also available. Various composites such as PA12 with glass, aluminum or carbon particles. | Although HP is the only manufacturer of MJF technology, they are opened to materials from external suppliers and they do not want to develop it by themself. They have cooperation with brands like BASF or Evonik which guarentee the quality. Curently provided materials are PA12, PA11, PA12 glass beads, TPU and PP. |
|
Printing precision
|
Z-axes– 0.1 mm
|
Z-axes– 0.08 mm
|
|
Print speed / price
|
Print speed is dependent on how many parts are printing. A laser has to draw the surface of each model separately. This is an advantage when just only one part is printed. At a bigger volume it takes a longer time compared to MJF. Due to this factor also the price is higher.
|
Print speed is the same regardless of how many parts are printing. The time needed to make a layer is constant. This is an advantage when many models are printed at once and the whole build volume is filled. Usually, low-volume production is more cost-effective on HP printers.
|
Comparison of mechanical properties of PA12
PA12 is the most widespread material for both SLS and MJF. The final mechanical properties of the prints are very similar and in most cases there is no difference.However, it can say that PA12 printed by MJF has a slightly better durability. In the table you can find the information of mechanical properties declared by the manufacturer. The tests were performed according to two different methods, therefore the results are not comparable
| Brand | EOS | HP |
|
Build volume
|
650 x 320 x 560 mm
|
380 x 284 x 380 mm
|
|
Tensile strength
|
XY: 48 MPa Z: 48 MPa (ISO 527)
|
XY: 48 MPa Z: 48 MPa (ASTM D638)
|
|
Tensile modulus
|
XY: 1650 MPa Z: 1650 MPa (ISO 527)
|
XY: 1700 MPa Z: 1800 MPa (ASTM D638)
|
|
Flexural modulus
|
XY: 1500 MPa Z: 1500 MPa (ISO 527)
|
XY: 1730 MPa Z: 1730 MPa (ASTM D638)
|
|
Elongation at brake
|
XY: 18% Z: 4% (ISO 527)
|
XY: 20% MPa Z: 15% MPa (ASTM D638)
|
The aim of the article is not to favor any of the technology or persuade to purchase any of them. In order to compare prints were chosen the most common setting, using fresh material. Using high-quality material and handling it is a very important thing that can affect the final properties of prints.
Next Optimise with us